Products

How to Consistently Achieve 6000+ Surface Gauss on Magnetic Filter Rods
Introduction
In high-purity industrial processing—such as food manufacturing, pharmaceutical compounding, fine chemicals, and semiconductor materials—tramp iron contamination is a multi-million dollar risk. To capture sub-micron ferrous particles or weakly magnetic contaminants (such as work-hardened stainless steel chips), engineering specifications increasingly demand heavy-duty magnetic filter rods with a surface peak field exceeding 6,000 Gauss, or even reaching 10,000 to 12,000 Gauss.
For engineering managers and procurement directors, achieving and sustaining a consistent 6,000+ Gauss center surface field across thousands of production units is a major technical challenge. Many assume that simply ordering “N52 magnets” is enough. In reality, consistently hitting 6,000+ Gauss at the surface center of a finished assembly requires a sophisticated combination of advanced magnetic circuit design, extreme geometric tolerances, and optimal material selection.
1. The Physics of Surface Gauss: Why Magnet Grade Alone Fails
A common misconception in procurement is that the surface Gauss of a magnetic rod corresponds directly to the internal remanence (Br) of the individual magnet block. For instance, a raw, standalone N45 cylinder magnet might only exhibit a surface field of 2,500 to 3,000 Gauss when measured in open air. This is due to the demagnetizing field and the self-demagnetization factor of the magnet’s geometry.
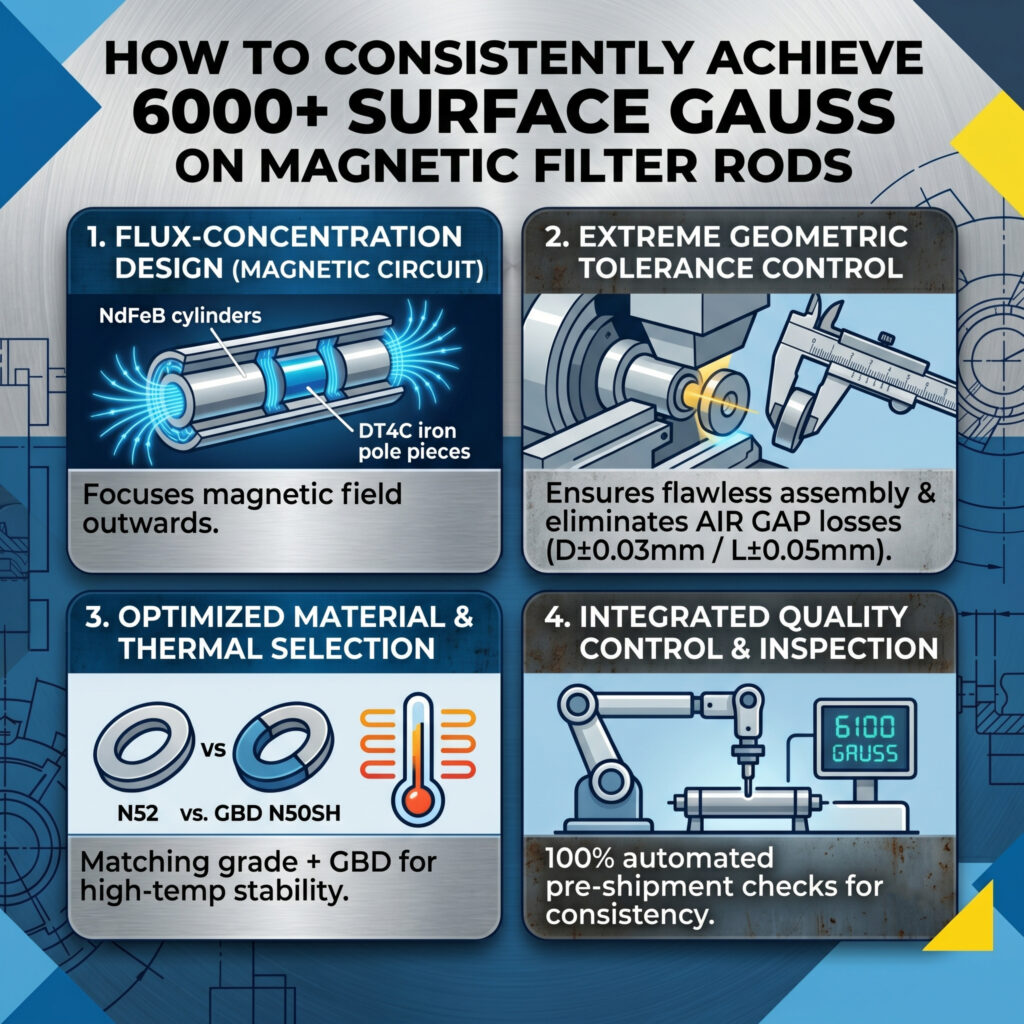
To bridge the gap between a 3,000 Gauss standalone magnet and a 6,000+ Gauss finished filter rod, engineers utilize a specialized magnetic circuit structure known as a focusing circuit or a 聚磁结构 (Flux-Concentrating Assembly). By alternating high-energy sintered Neodymium (NdFeB) cylinders with high-permeability pure iron pole pieces (such as DT4C low-carbon iron), the magnetic flux lines are forcibly redirected. Instead of looping naturally from pole to pole, the flux is compressed and “squeezed” outward through the pole pieces, vastly multiplying the flux density at the specific points where the pole piece meets the outer stainless steel sleeve.
2. Material Matrix: Matching Grade to Peak Gauss Targets
While circuit design is critical, the baseline energy product (BH)max of the rare-earth material sets the absolute performance ceiling. To achieve specific target thresholds on the surface center of a standard D24mm or D25mm filter rod, the choice of Neodymium grade must be precisely calculated. Below is a engineering reference matrix showing how different high-performance grades correspond to surface center Gauss values under an optimized circuit configuration:
Magnet Grade | Remanence (Br) | Target Surface Center Gauss | Primary Application Scenarios |
|---|---|---|---|
N45 | 1.32 – 1.38 T | ≥ 5,500 Gauss | Standard industrial liquid pipelines, grain processing, cost-sensitive separation. |
N50 | 1.40 – 1.45 T | 5,800 – 5,900 Gauss | Food-grade drawer filters, chemical powder lines, fine ferrous dust capture. |
N54 | 1.45 – 1.50 T | 6,000 – 6,100 Gauss | High-purity pharma lines, lithium-ion battery cathode material purification. |
As indicated by the data, to consistently break the 6,000 Gauss barrier at the center surface of the rod sleeve without altering standard dimensions, switching to an ultra-high-energy grade like N54 is the most reliable engineering path. It provides the necessary flux injection to overcome the magnetic resistance of the stainless steel protective wall.
3. The Air Gap Crisis: Why ±0.05mm Tolerance is Non-Negotiable
Even with N54 magnets and flawless circuit math, a filter rod can easily fail QC testing if the mechanical manufacturing tolerances are lax. In magnetics, the greatest enemy of flux transmission is the air gap. Magnetic flux density drops exponentially as the distance from the magnet source increases.
In a standard separator rod assembly, the internal magnet core must be inserted into a thin-walled 304 or 316 stainless steel tube (typically 0.4mm to 0.6mm wall thickness). If the outer diameter (OD) of the NdFeB cylinders varies significantly, two problems arise:
- If the magnet is too large: It causes severe friction or jams inside the tube during assembly, causing the brittle sintered ceramic material to crack or rupture the protective sleeve.
- If the magnet is too small: It creates an internal air gap between the pole piece and the inner wall of the steel tube. An unoptimized air gap of just 0.1mm can cause a catastrophic drop of 300 to 500 Gauss on the external surface center.
To ensure that the magnet core sits perfectly flush against the inner sleeve wall, advanced centerless grinding is mandatory. Locking the diameter tolerance strictly within D±0.03mm and length within L±0.05mm eliminates internal air gaps completely. This mechanical precision guarantees that 100% of the focused magnetic energy transfers through the stainless steel wall to the active separation zone.
4. Preserving Gauss Integrity: Thermal and Surface Protection
An industrial separator rod must maintain its 6,000+ Gauss rating over years of continuous operation. Hitting the benchmark on day one is meaningless if the magnet degrades due to environmental exposure.
Thermal Stabilization
Standard Neodymium grades experience a reversible loss of magnetic output as temperatures rise, and irreversible demagnetization if they exceed their maximum operating temperature ($T_{max}$). Standard N54 is rated for up to 80°C. If a chemical pipeline or food paste line operates at 100°C or undergoes Clean-In-Place (CIP) steam sterilization, a specialized high-coercivity grade (such as N40H, N45SH, or GBD-enhanced equivalents) must be selected to prevent permanent thermal decay.
Advanced Barrier Plating
Because the internal core of a separator rod is completely sealed inside a welded stainless steel tube, many manufacturers skip coating the internal magnets to cut costs. However, if condensation forms inside the tube due to thermal cycling, raw NdFeB will oxidize rapidly. The resulting rust causes volumetric expansion, which creates internal pressure that can split the outer stainless steel sleeve from the inside out. Specifying a full Ni-Cu-Ni (Nickel-Copper-Nickel) triple-layer composite plating on every internal cylinder provides an essential secondary moisture barrier, securing the long-term investment of the equipment integration company.
Conclusion: Engineering Beyond the Numbers
Consistently achieving and maintaining 6,000+ surface Gauss on industrial filter rods is an interdisciplinary challenge combining physics, metallurgy, and high-precision mechanical machining. True supply chain optimization involves looking past the paper specifications of magnet grades and partnering with a source manufacturer that integrates precise magnetic circuit optimization, strict ±0.03mm machining control, and rigorous automated inspection. By controlling these variables, industrial integrators can eliminate assembly scrap costs, secure field performance, and deliver maximum competitive value to high-purity end-users worldwide.